
Water or Solvent? What If Neither Is the Best Choice for Precision Optics
Maintaining contamination-free optical surfaces is critical for achieving consistent coating adhesion, optical transmission, and final assembly performance. Precision optics used in photonics, imaging systems, semiconductor equipment, and scientific instrumentation must often meet extremely stringent cleanliness requirements prior to coating, bonding, or integration.
Two cleaning approaches are commonly used in optical manufacturing environments: aqueous cleaning systems and solvent-based cleaning systems. While both methods can remove certain classes of contamination, each introduces process limitations that can affect final surface quality, operating cost, and process reliability.
An alternative approach that has gained increasing attention in optics manufacturing is CO₂ spray cleaning. Evaluating this technology requires understanding the practical limitations associated with conventional water and solvent cleaning methods.
Aqueous Cleaning of Optical Components
Aqueous cleaning systems are widely used for precision component cleaning and can be highly effective when combined with alkaline or caustic detergents and ultrasonic agitation. These detergents are designed to break down oils, polishing compounds, and other organic residues that may remain on optical surfaces after machining, grinding, or polishing. Ultrasonic cavitation further assists in lifting contaminants from the surface and improving detergent contact across complex geometries.
Despite their effectiveness during the washing stage, alkaline or caustic cleaning chemistries introduce additional process considerations. These chemistries often require neutralization prior to disposal, and depending on the contaminants present in the cleaning bath, the resulting wastewater may require treatment before discharge. This increases operational complexity, regulatory oversight, and disposal cost.
Even when the washing stage performs effectively, the most significant challenge associated with aqueous optical cleaning occurs during the rinsing and drying stages.
Precision optical surfaces are highly sensitive to residue formation. Even trace contaminants, residual detergent residue, or dissolved minerals remaining after rinsing can become visible once water evaporates from the optical surface. Achieving consistently spot-free surfaces therefore requires extremely tight control of rinse water purity and process conditions.
To reduce residue formation, many manufacturers employ high-purity rinse water systems such as reverse osmosis and deionized water systems capable of producing ultra-pure water approaching 18 megohm resistivity. While this level of purification can improve rinse performance, maintaining a system that consistently produces 18 megohm water is technically demanding and expensive. Membrane maintenance, resin replacement, and continuous monitoring are required to sustain this level of purity.
Even with ultra-pure water, spotting can still occur if rinsing is incomplete or process control is inconsistent.
Heated drying is frequently used to accelerate evaporation, but if trace residues remain on the surface, heating can make spotting more pronounced as water evaporates and concentrates the remaining contaminants. Alternative techniques such as capillary drying systems can reduce water marks, but they are typically slow and difficult to implement in higher-throughput manufacturing environments.
As a result, the rinsing and drying stages often represent the most difficult portion of aqueous optical cleaning processes.
Solvent Cleaning of Optical Components
Solvent cleaning represents the second common approach used in optical manufacturing environments. Solvents are highly effective at dissolving oils, greases, and other organic residues introduced during machining, polishing, or handling operations.
This makes solvent cleaning particularly effective for removing oil-based contamination from optical surfaces.
However, solvent cleaning is significantly less effective for removing adherent particles or other non-organic material. Many solvents possess low surface tension and spread rapidly across surfaces, which assists in dissolving oils but provides little mechanical action to dislodge non-soluble material. Even when ultrasonic agitation is introduced, fine particulates can remain attached to the optical surface.
Fingerprints illustrate this limitation well. Solvents readily dissolve the oils present in fingerprints but leave behind salts and other residues from skin contact. Once the oil component is removed, the fingerprint often becomes more obvious than it appeared prior to the cleaning process.
Solvent processes also introduce environmental and safety considerations. Some solvent chemistries contain PFAS compounds that are receiving increasing regulatory scrutiny due to environmental persistence. Other aggressive solvents, including n-propyl bromide and chlorinated solvents such as trichloroethylene (TCE), present potential toxicity concerns for operators and are becoming less desirable from both regulatory and workplace safety perspectives.
In addition, spent solvents must be collected, managed, and disposed of properly once they become contaminated with oils, polishing residues, or other process debris. These disposal requirements add both cost and regulatory responsibility to solvent-based cleaning operations.
CO₂ Spray Cleaning
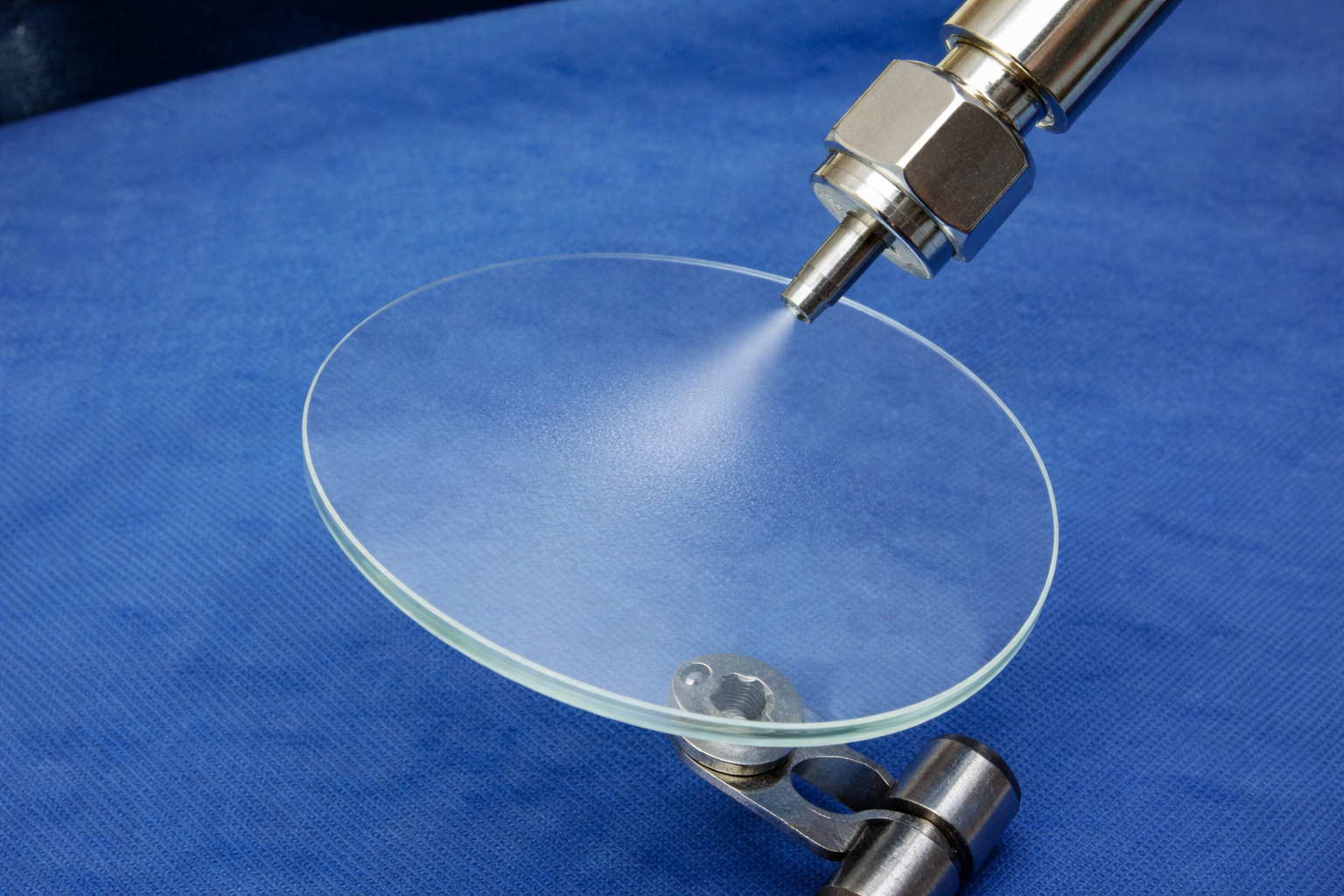
Coolclean CO2 cleaning system with Coanda nozzle removing dust and fingerprints from an optic prior to coating
CO₂ spray cleaning provides a fundamentally different cleaning mechanism compared with aqueous or solvent processes.
In a CO₂ cleaning system, liquid carbon dioxide expands through a precision nozzle and forms a high-velocity stream containing fine dry ice particles suspended in gas. When directed at the optical surface, these particles remove contamination through a combination of mechanical impact and mild solvency effects.
The particle impact helps dislodge adhered particulates from the surface, while the CO₂ provides sufficient solvency to lift oils and organic residues.
Upon contact with the surface, the dry ice particles sublimate immediately from solid to gas, leaving the surface dry and residue free. Because the process does not introduce liquids, no drying stage is required. This eliminates one of the most challenging aspects of aqueous optical cleaning: achieving consistently spot-free surfaces.
The process also generates no liquid waste stream. Unlike aqueous systems that produce contaminated rinse water, CO₂ simply dissipates into the atmosphere following the cleaning step.
It is important to recognize that CO₂ spray cleaning is fundamentally a line-of-sight cleaning process. The CO₂ stream must have direct access to the contaminated surface in order to effectively remove contamination. For this reason, the technology is best suited for exposed surfaces such as lenses, mirrors, optical flats, wafers, and other accessible optical components. It is generally less effective for internal cavities, deep blind holes, or geometries where the spray cannot directly reach the contamination.
When applied to accessible optical surfaces, however, CO₂ cleaning provides an efficient method for removing both particles and organic residues without introducing liquids, drying steps, or secondary contamination.
Conclusion
Both aqueous and solvent cleaning methods can remove certain types of contamination from optical components, but each introduces practical process limitations.
Aqueous cleaning systems require tight control of detergent chemistry, rinse purity, and drying conditions to prevent residue formation. Solvent cleaning systems effectively dissolve oils but are less effective for removing particulate contamination and introduce environmental, safety, and disposal concerns.
CO₂ spray cleaning addresses many of these challenges simultaneously. The process removes both particles and oils, leaves no residue, eliminates drying requirements, and avoids wastewater or solvent disposal streams.
For precision optics manufacturing environments where surface cleanliness directly influences performance, CO₂ spray cleaning has emerged as an increasingly attractive alternative to conventional cleaning technologies.